Профили дверей и окон в наших домах и офисах, каркас стула, на котором вы сидите, или корпус вашего ноутбука, скорее всего, были изготовлены одним и тем же методом — экструзией алюминия. В этом процессе нагретый алюминиевый биллет под высоким давлением продавливается через матрицу с помощью экструзионных прессов, принимая форму необходимого профиля.
Для инженеров привлекательность экструзии заключается в простой формуле: одна матрица позволяет производить профили бесконечной длины со сложной геометрией и высоким качеством поверхности. Полые сечения, асимметричные формы и тонкостенные конструкции, которые крайне сложно получить методом литья или механической обработки, формируются на экструзионном прессе за считанные секунды.
Сегодня мировой рынок алюминиевой экструзии превышает 30 миллионов тонн в год и продолжает расти благодаря развитию строительной, автомобильной, аэрокосмической, оборонной и электронной промышленности.
В Чем Заключается Основной Принцип Экструзии Алюминия?
Экструзия — это процесс продавливания материала через отверстие матрицы для получения длинных изделий с постоянным поперечным сечением. Представьте себе машину для изготовления макарон: тесто проходит через форму и приобретает её очертания. Экструзия алюминия работает по тому же принципу, но отличается масштабами, давлением и поведением материала.
Существует два основных метода экструзии:
Что Такое Прямая Экструзия?
При прямой (или прямоточной) экструзии поршень движется в том же направлении, что и алюминиевый биллет. Это наиболее распространённый метод в алюминиевой промышленности благодаря своей простоте, надёжности и высокой скорости производства.
Что Такое Непрямая Экструзия?
При непрямой (обратной) экструзии матрица движется внутрь биллета, а поршень остаётся неподвижным. Силы трения значительно ниже, благодаря чему уменьшается энергопотребление и обеспечивается более равномерное распределение температуры по всему биллету.
Пошаговый Процесс Производства Алюминиевых Профилей
Шаг 1: Выбор И Подготовка Биллета
Всё начинается с правильного выбора алюминиевого биллета. В зависимости от требований к сплаву — например, 6063 для архитектурных профилей или 6061 для конструкционных применений — выбирается соответствующий биллет. Его диаметр также должен соответствовать диаметру контейнера экструзионного пресса.
Шаг 2: Нагрев Биллета
Алюминиевый биллет нагревается в экструзионной печи до температуры от 440°C до 500°C в зависимости от сплава.
Этот диапазон температур критически важен:
- Если температура слишком низкая, материал не сможет правильно проходить через матрицу.
- Если температура слишком высокая, может возникнуть горячее растрескивание (hot tearing), что ухудшит качество поверхности профиля.
Современные экструзионные печи оснащены точными системами контроля температуры для обеспечения равномерного нагрева биллета.
Шаг 3: Формование В Экструзионном Прессе
Нагретый биллет помещается в контейнер экструзионного пресса. Поршень создаёт давление от 500 до 15 000 американских тонн.
Под этим огромным давлением алюминий переходит в пластичное состояние и выдавливается через отверстие матрицы, принимая её форму. Независимо от сложности конструкции матрицы профиль производится непрерывно и равномерно.
Скорость экструзии может варьироваться от 1 до 100 метров в минуту в зависимости от сплава и сложности профиля. Высокоэкструдируемые сплавы, такие как 6063, позволяют достигать значительно более высоких скоростей.
Шаг 4: Закалка (Quenching)
После выхода из матрицы горячий алюминиевый профиль сразу поступает в зону охлаждения.
Для быстрого охлаждения используются:
- воздух
- водяной туман
- струи воды
Этот этап особенно важен для термоупрочняемых сплавов, таких как 6061 и 6063 T6. Быстрое охлаждение сохраняет легирующие элементы в растворённом состоянии, что обеспечивает максимальное повышение прочности при последующем старении.
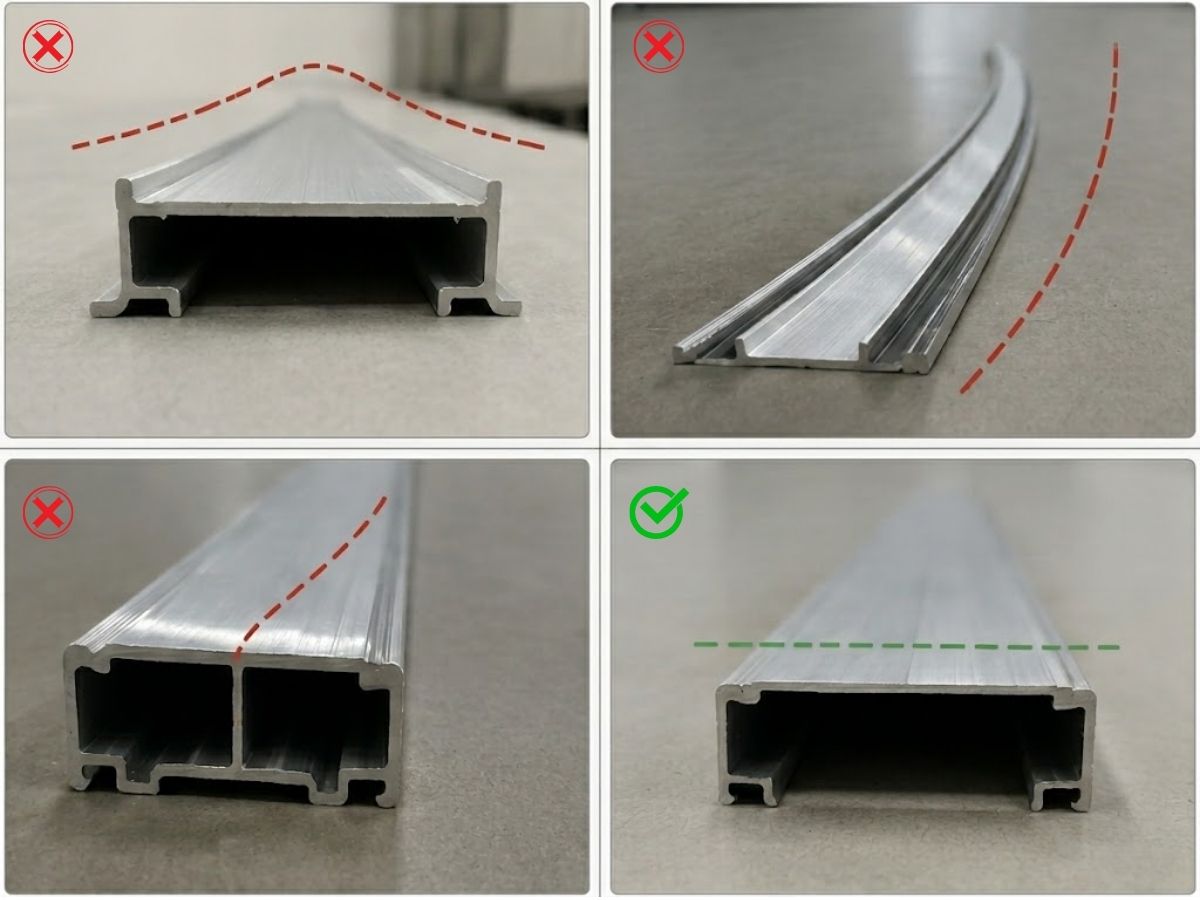
Шаг 5: Растяжение (Stretching)
После охлаждения алюминиевый профиль подвергается контролируемому растяжению для устранения небольших искривлений и скручиваний, возникающих в процессе экструзии.
Растяжение:
- повышает геометрическую точность
- выравнивает внутренние напряжения
Обычно величина растяжения составляет от 0,5 % до 2 % длины профиля.
Шаг 6: Резка
Растянутые профили разрезаются циркулярными пилами на коммерческие длины — обычно 6 метров или по требованиям заказчика.
Скорость и точность резки регулируются в зависимости от требуемых допусков.
Шаг 7: Искусственное Старение (Для Состояния T6)
Если требуется состояние T6, профили выдерживаются в печах старения при температуре 160–180°C в течение 6–12 часов.
В процессе старения частицы Mg₂Si равномерно распределяются в алюминиевой матрице, ограничивая движение дислокаций и значительно повышая прочность материала.
Для состояния T5 отдельная стадия растворного отжига не требуется, так как температура выхода профиля из пресса уже достаточно высока.
Шаг 8: Поверхностная Обработка (Опционально)
В зависимости от области применения алюминиевые профили могут подвергаться различным видам поверхностной обработки:
Анодирование
Электрохимический процесс утолщает оксидный слой на поверхности, повышая коррозионную стойкость и улучшая внешний вид. Это стандартная обработка для архитектурных профилей.
Порошковая Окраска
Электростатическая порошковая окраска обеспечивает широкий выбор цветов, высокую устойчивость к ультрафиолету и долговечность.
Декор Под Дерево
С помощью технологии термопереноса профиль получает текстуру дерева. Такой вариант особенно популярен в архитектуре и мебельной промышленности.
Механическая Полировка
Используется для получения декоративных или отражающих поверхностей.
Экструзионные Матрицы: Конструкция И Значение
Сердцем процесса экструзии является матрица.
Экструзионные матрицы изготавливаются из горячештамповых сталей, таких как H13 или H11, и проходят термообработку для работы в условиях:
- сотен тонн давления
- температур свыше 450°C
Основные факторы проектирования матриц:
Геометрия Профиля
Сплошные и полые профили требуют принципиально разных конструкций матриц. Для полых профилей используются porthole-матрицы.
Баланс Потока Металла
Скорость потока металла через матрицу должна быть равномерной. Несбалансированный поток приводит к деформации и скручиванию профиля.
Углы Каналов Матрицы
Углы перехода от биллета к выходному отверстию напрямую влияют на поток материала и распределение давления.
Учёт Теплового Расширения
Поскольку матрица расширяется при рабочей температуре, её размеры при комнатной температуре рассчитываются с учётом этого расширения.
Хорошо спроектированная матрица способна производить тысячи тонн профилей. Плохо спроектированная матрица вызывает брак и отклонения размеров уже с первых партий.
Контроль Качества Алюминиевых Экструзионных Профилей
Качество алюминиевых профилей контролируется на каждом этапе производства.
Основные параметры контроля:
Размерные Допуски
Размеры профиля проверяются в соответствии со стандартами EN 755 или ASTM B221.
Качество Поверхности
Царапины, складки и дефекты потока металла выявляются визуальными и оптическими методами.
Механические Свойства
Предел прочности, предел текучести и твёрдость измеряются на стандартных испытательных образцах.
Химический Состав
С помощью оптической эмиссионной спектрометрии (OES) проверяется соответствие содержания легирующих элементов допустимым пределам.
Прямолинейность И Плоскостность
После растяжения и резки профили проверяются на геометрические отклонения.
Какой Алюминиевый Сплав Следует Выбирать Для Экструзии?
Не все алюминиевые сплавы одинаково подходят для экструзии. Выбор сплава напрямую влияет как на производительность, так и на характеристики готового изделия.
Сплав 6063
Обладает наилучшей экструдируемостью и идеально подходит для сложных тонкостенных профилей. Стандартный сплав для архитектурных профилей.
Сплав 6061
Обеспечивает более высокую прочность, но экструзия проходит сложнее и медленнее. Используется в конструкционных и автомобильных применениях.
Сплав 6082
Европейский стандартный сплав с характеристиками, схожими с 6061, для конструкционных задач.
Сплав 6005A
Оптимизирован для транспортных профилей, включая железнодорожные вагоны и кузова транспортных средств.
Сплавы 1050 / 1070
Используются для электрических шин и проводников. Легко экструдируются, но обладают низкой прочностью.
Часто Задаваемые Вопросы Об Алюминиевой Экструзии
В Чём Основное Отличие Экструзии От Литья?
Экструзия — это продавливание пластичного материала через матрицу под давлением. При литье расплавленный металл заливается в форму и затвердевает.
Экструзия обеспечивает:
- более точные размеры
- лучшее качество поверхности
- более высокие механические свойства
Литьё же более гибко для сложных трёхмерных форм.
Каков Срок Службы Экструзионной Матрицы?
Срок службы зависит от сплава, геометрии профиля и условий обслуживания.
При правильном уходе матрица может производить от 10 000 до 50 000 метров профиля. Нитрирование и регулярная очистка значительно увеличивают срок службы.
Какой Минимальный Объём Производства?
Это зависит от мощности пресса и размеров биллета.
Для экономически эффективного производства обычно рекомендуется минимальный заказ от 500 кг до 1 тонны. Меньшие объёмы технически возможны, но увеличивают себестоимость.
Как Производятся Полые Алюминиевые Профили?
Полые профили изготавливаются с использованием porthole-матриц с несколькими входными каналами.
Алюминий огибает внутренние опоры матрицы, разделяется на несколько потоков, а затем снова соединяется. Эти места соединения называются сварочными линиями. При достаточной температуре и давлении они образуют прочное металлургическое соединение.
Какие Допуски Можно Получить При Экструзии Алюминиевых Профилей?
Согласно стандарту EN 755-9, допуски зависят от размеров профиля.
Например, для поверхности шириной 10 мм стандартный допуск составляет около ±0,25 мм. Прецизионная экструзия и специальные конструкции матриц позволяют значительно уменьшить эти значения.
Заключение
Производство алюминиевых профилей методом экструзии — это сложный инженерный процесс, в котором каждый этап, от выбора биллета и проектирования матрицы до контроля температуры и обработки поверхности, тесно взаимосвязан.
Когда правильно подобраны биллет, сплав, конструкция матрицы и режим термообработки, результатом могут стать как профили для мостов, выдерживающих тысячи тонн нагрузки, так и оконные системы, рассчитанные на миллионы циклов открывания и закрывания.
Свяжитесь с нашей командой специалистов, чтобы подобрать оптимальную геометрию профиля, сплав и тип поверхностной обработки для вашего проекта