إن مقاطع الأبواب والنوافذ المستخدمة في منازلنا ومكاتبنا، أو إطار الكرسي الذي تجلس عليه، أو حتى هيكل الكمبيوتر المحمول الخاص بك، تم تصنيعها على الأرجح باستخدام نفس الطريقة: بثق الألمنيوم. في هذه العملية، يتم دفع كتلة الألمنيوم المسخنة (Billet) عبر قالب تحت ضغط عالٍ باستخدام مكابس البثق، لتتحول إلى الشكل المطلوب للمقطع.
تكمن جاذبية عملية البثق بالنسبة للمهندسين في معادلة بسيطة: قالب واحد يمكنه إنتاج مقاطع طويلة بلا حدود ذات أشكال هندسية معقدة وجودة سطح عالية. فالمقاطع المجوفة، والأشكال غير المتماثلة، والبُنى ذات الجدران الرقيقة التي يصعب جداً إنتاجها بطرق الصب أو التشغيل الميكانيكي، يمكن تشكيلها خلال ثوانٍ معدودة بواسطة مكبس البثق.
يتجاوز حجم سوق بثق الألمنيوم العالمي اليوم 30 مليون طن سنوياً، ويواصل النمو بفضل التوسع في قطاعات البناء والسيارات والطيران والدفاع والإلكترونيات.
ما هو المبدأ الأساسي لبثق الألمنيوم؟
البثق هو عملية دفع المادة عبر فتحة قالب لإنتاج أجزاء طويلة ذات مقطع عرضي ثابت. تخيل آلة صنع المعكرونة: يتم دفع العجين عبر قالب معين ليخرج بالشكل نفسه. يعمل بثق الألمنيوم بالمبدأ ذاته، لكن مع اختلاف كبير في الحجم والضغط وسلوك المادة.
هناك نوعان أساسيان من البثق:
ما هو البثق المباشر؟
في البثق المباشر (Forward Extrusion)، يتحرك المكبس في نفس اتجاه حركة كتلة الألمنيوم. ويُعد هذا الأسلوب الأكثر استخداماً في صناعة الألمنيوم بسبب بساطته وموثوقيته وسرعته العالية.
ما هو البثق غير المباشر؟
في البثق غير المباشر (Backward Extrusion)، يتحرك القالب باتجاه كتلة الألمنيوم بينما يبقى المكبس ثابتاً. تكون قوى الاحتكاك أقل بكثير، مما يؤدي إلى تقليل استهلاك الطاقة وتحقيق توزيع حراري أكثر تجانساً داخل الكتلة.
خطوات تصنيع مقاطع الألمنيوم خطوة بخطوة
الخطوة 1: اختيار وتحضير كتلة الألمنيوم
تبدأ العملية باختيار كتلة الألمنيوم المناسبة. يتم تحديد السبيكة وفقاً لمتطلبات المنتج النهائي، مثل:
- سبيكة 6063 للمقاطع المعمارية
- سبيكة 6061 للتطبيقات الإنشائية
كما يجب أن يتوافق قطر الكتلة مع قطر حاوية مكبس البثق.
الخطوة 2: تسخين الكتلة
يتم تسخين كتلة الألمنيوم داخل فرن البثق إلى درجة حرارة تتراوح عادة بين 440°C و500°C حسب نوع السبيكة.
ويُعتبر هذا النطاق الحراري بالغ الأهمية:
- إذا كانت الحرارة منخفضة جداً، فلن تتدفق المادة بشكل صحيح داخل القالب.
- وإذا كانت مرتفعة جداً، فقد يحدث تشقق حراري (Hot Tearing) يؤدي إلى تلف سطح المقطع.
تحتوي أفران البثق الحديثة على أنظمة تحكم دقيقة لضمان توزيع متجانس للحرارة على كامل الكتلة.
الخطوة 3: التشكيل داخل مكبس البثق
توضع الكتلة الساخنة داخل حاوية مكبس البثق. ويقوم المكبس بتطبيق قوة تتراوح بين 500 و15,000 طن أمريكي.
تحت هذا الضغط الهائل، يصبح الألمنيوم في حالة لدنة ويتدفق عبر فتحة القالب، ليأخذ شكل القالب بدقة. وبغض النظر عن مدى تعقيد التصميم، يتم إنتاج المقطع بشكل مستمر ومتجانس.
يمكن أن تتراوح سرعة البثق بين 1 و100 متر في الدقيقة بحسب نوع السبيكة وتعقيد المقطع. السبائك ذات القابلية العالية للبثق مثل 6063 يمكن أن تحقق سرعات أعلى بكثير.
الخطوة 4: التبريد السريع (Quenching)
بعد خروج المقطع الساخن من القالب، يدخل مباشرة إلى منطقة التبريد السريع.
يتم التبريد باستخدام:
- الهواء
- رذاذ الماء
- نفاثات الماء
تُعد هذه المرحلة ضرورية بشكل خاص للسبائك القابلة للمعالجة الحرارية مثل 6061 و6063 T6. فالتبريد السريع يحافظ على عناصر السبيكة مذابة داخل البنية المعدنية، مما يسمح بتحقيق أقصى مقاومة خلال مرحلة التقادم لاحقاً.
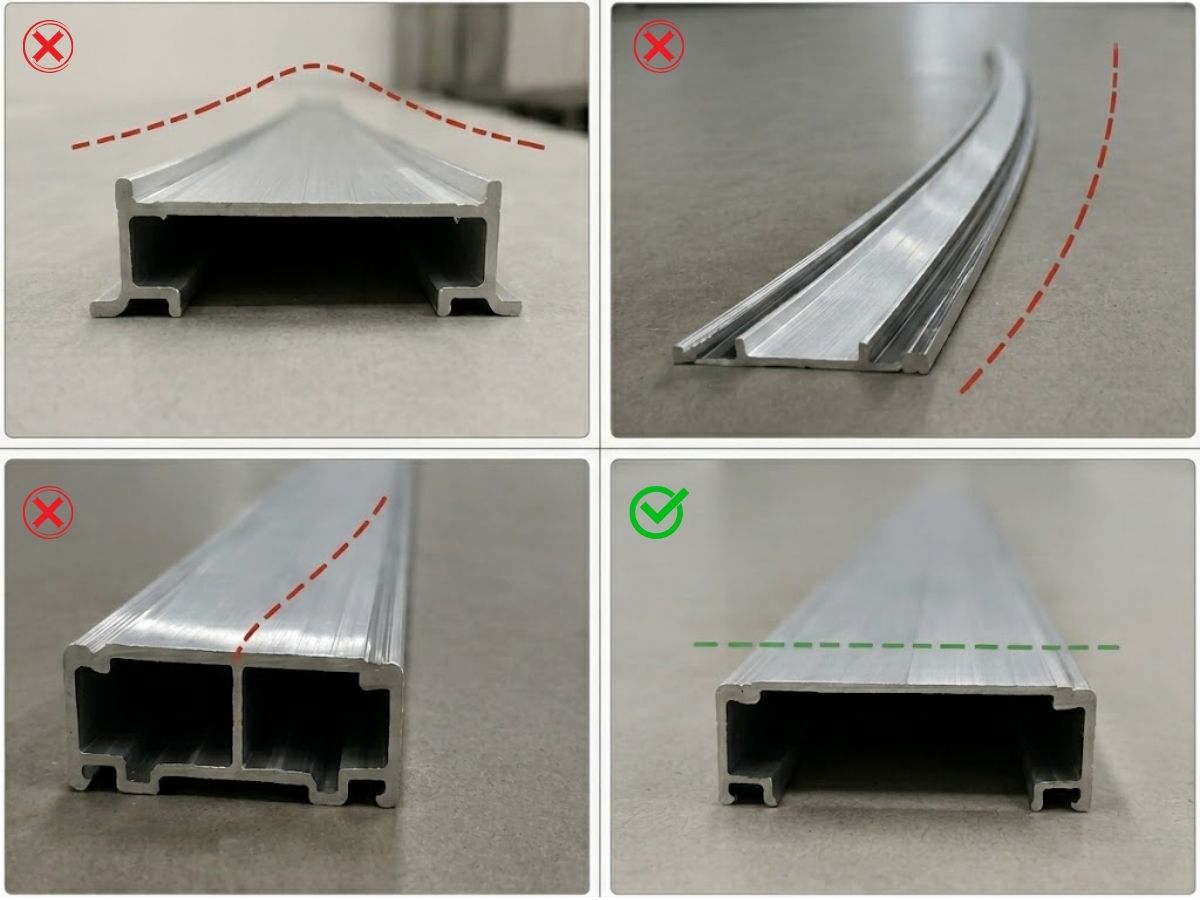
الخطوة 5: الشد (Stretching)
بعد التبريد، يتم تعريض مقطع الألمنيوم لعملية شد محكومة لإزالة الانحناءات والالتواءات البسيطة الناتجة عن عملية البثق.
تساعد عملية الشد على:
- تحسين الدقة الهندسية
- موازنة الإجهادات الداخلية
وعادةً ما تتراوح نسبة الشد بين 0.5% و2% من طول المقطع.
الخطوة 6: القطع
يتم قطع المقاطع المشدودة إلى أطوال تجارية — غالباً 6 أمتار أو حسب طلب العميل — باستخدام مناشير دائرية.
وتُضبط سرعة ودقة القطع وفقاً لمتطلبات التفاوتات الهندسية.
الخطوة 7: التقادم الاصطناعي (لحالة T6)
إذا كان المطلوب الحصول على حالة T6، يتم وضع المقاطع داخل أفران التقادم عند درجات حرارة تتراوح بين 160°C و180°C لمدة تتراوح من 6 إلى 12 ساعة.
خلال هذه العملية، تتوزع ترسيبات Mg₂Si بشكل متجانس داخل بنية الألمنيوم، مما يحد من حركة الانخلاعات ويزيد المقاومة الميكانيكية بشكل ملحوظ.
أما في حالة T5، فلا تكون هناك حاجة إلى مرحلة معالجة حرارية منفصلة، لأن درجة حرارة الخروج من عملية البثق تكون كافية بالفعل.
الخطوة 8: المعالجة السطحية (اختيارية)
يمكن إخضاع مقاطع الألمنيوم لعدة أنواع من المعالجات السطحية حسب مجال الاستخدام:
الأنودة (Anodizing)
يتم تكثيف طبقة الأكسيد على السطح من خلال عملية كهروكيميائية، مما يزيد من مقاومة التآكل ويحسن المظهر الجمالي. وهي المعالجة القياسية للمقاطع المعمارية.
الطلاء بالبودرة
يوفر الطلاء الكهروستاتيكي مجموعة واسعة من الألوان مع مقاومة عالية للأشعة فوق البنفسجية وعمر طويل.
التأثير الخشبي (Wood Grain)
يتم الحصول على مظهر الخشب باستخدام تقنية الطباعة بالنقل الحراري، وهو شائع في التطبيقات المعمارية وصناعة الأثاث.
التلميع الميكانيكي
يُستخدم للحصول على أسطح زخرفية أو عاكسة.
قوالب البثق: التصميم والأهمية
يُعتبر القالب القلب الحقيقي لعملية البثق.
تُصنع قوالب البثق من فولاذ التشغيل الساخن مثل H13 أو H11، وتُعالج حرارياً لتحمل:
- مئات الأطنان من الضغط
- درجات حرارة تتجاوز 450°C
العوامل الرئيسية في تصميم القالب:
هندسة المقطع
تختلف تصميمات القوالب الخاصة بالمقاطع الصلبة عن المقاطع المجوفة بشكل جذري. ويتم استخدام قوالب Porthole للمقاطع المجوفة.
توازن التدفق
يجب أن تكون سرعة تدفق المعدن متساوية عبر كامل فتحة القالب. التدفق غير المتوازن قد يؤدي إلى التواء أو انحناء المقطع.
زوايا القالب
تؤثر زوايا الانتقال من الكتلة إلى فتحة القالب بشكل مباشر على تدفق المادة وتوزيع الضغط.
مراعاة التمدد الحراري
بما أن القالب يتمدد أثناء التشغيل، فيجب حساب أبعاده في درجة حرارة الغرفة وفقاً لذلك.
القالب المصمم جيداً يمكنه إنتاج آلاف الأطنان من المقاطع، بينما يؤدي التصميم السيئ إلى ظهور العيوب والانحرافات منذ أول عملية إنتاج.
مراقبة الجودة في مقاطع الألمنيوم المبثوقة
تتم مراقبة جودة مقاطع الألمنيوم في كل مرحلة من مراحل الإنتاج.
أهم معايير الفحص:
التفاوتات الهندسية
يتم التحقق من أبعاد المقاطع وفقاً لمعايير EN 755 أو ASTM B221.
جودة السطح
يتم الكشف عن الخدوش والطيات وعيوب تدفق المعدن باستخدام الفحص البصري والبصري المتقدم.
الخصائص الميكانيكية
يتم قياس مقاومة الشد، ومقاومة الخضوع، والصلادة باستخدام عينات اختبار قياسية.
التركيب الكيميائي
يتم استخدام مطياف الانبعاث البصري (OES) للتحقق من أن عناصر السبيكة ضمن الحدود المسموح بها.
الاستقامة والتسطيح
بعد عمليات الشد والقطع، يتم فحص المقاطع للكشف عن أي انحرافات هندسية.
أي سبيكة ألمنيوم يجب اختيارها للبثق؟
ليست جميع سبائك الألمنيوم مناسبة للبثق بنفس الدرجة. يؤثر اختيار السبيكة بشكل مباشر على كفاءة الإنتاج وأداء المنتج النهائي.
سبيكة 6063
تتميز بأفضل قابلية للبثق، وهي مثالية للمقاطع المعقدة والرقيقة الجدران. تُعد السبيكة القياسية للمقاطع المعمارية.
سبيكة 6061
توفر مقاومة أعلى، لكن عملية البثق تكون أصعب وأبطأ. تُستخدم في التطبيقات الإنشائية وصناعة السيارات.
سبيكة 6082
سبيكة أوروبية ذات خصائص مشابهة لـ6061 للتطبيقات الهيكلية.
سبيكة 6005A
مُحسنة لمقاطع وسائل النقل مثل هياكل القطارات والمركبات.
سبائك 1050 / 1070
تُستخدم في قضبان التوصيل الكهربائية. سهلة البثق لكنها منخفضة المقاومة الميكانيكية.
الأسئلة الشائعة حول بثق الألمنيوم
ما الفرق الأساسي بين البثق والصب؟
في البثق، يتم دفع المادة اللدنة عبر قالب تحت الضغط. أما في الصب، فيتم صب المعدن المنصهر داخل قالب ثم يبرد ويتصلب.
يوفر البثق:
- دقة أبعاد أعلى
- جودة سطح أفضل
- خصائص ميكانيكية أفضل
بينما يوفر الصب مرونة أكبر في الأشكال ثلاثية الأبعاد المعقدة.
ما العمر الافتراضي لقالب البثق؟
يعتمد عمر القالب على السبيكة وهندسة المقطع وظروف الصيانة.
مع الصيانة الجيدة، يمكن للقالب إنتاج ما بين 10,000 و50,000 متر من المقاطع. كما أن عمليات النترتة والتنظيف الدوري تطيل عمره بشكل كبير.
ما الحد الأدنى لكمية الإنتاج؟
يعتمد ذلك على قدرة المكبس وحجم كتلة الألمنيوم.
بشكل عام، يُوصى بحد أدنى اقتصادي للإنتاج يتراوح بين 500 كغ و1 طن. الكميات الأقل ممكنة تقنياً لكنها تزيد من تكلفة الوحدة.
كيف يتم تصنيع المقاطع المجوفة؟
يتم تصنيع المقاطع المجوفة باستخدام قوالب Porthole متعددة المداخل.
يتدفق الألمنيوم حول الجسور الداخلية للقالب، ثم ينقسم إلى عدة تيارات قبل أن يندمج مجدداً. وتُعرف مناطق الاندماج هذه بخطوط اللحام. وعند توفر درجة الحرارة والضغط المناسبين، تتشكل روابط معدنية قوية جداً.
ما هي التفاوتات الممكن تحقيقها في مقاطع الألمنيوم المبثوقة؟
وفقاً لمعيار EN 755-9، تعتمد التفاوتات القياسية على حجم المقطع.
فعلى سبيل المثال، يكون التفاوت القياسي لسطح بعرض 10 مم حوالي ±0.25 مم. ويمكن تقليل هذه القيم بشكل كبير باستخدام البثق الدقيق وتصميمات القوالب المتطورة.
الخاتمة
يُعد تصنيع مقاطع الألمنيوم باستخدام البثق عملية هندسية دقيقة ومترابطة، تبدأ من اختيار الكتلة والسبيكة المناسبة، مروراً بتصميم القالب والتحكم الحراري، وصولاً إلى المعالجة السطحية النهائية.
وعندما يتم الجمع بين الكتلة الصحيحة، والسبيكة المناسبة، والتصميم المثالي للقالب، وظروف المعالجة الحرارية الدقيقة، يمكن أن يكون الناتج إما مقاطع لجسور تتحمل آلاف الأطنان، أو أنظمة نوافذ تُفتح وتُغلق ملايين المرات.
يمكنكم التواصل مع فريق الخبراء لدينا لتحديد أفضل تصميم للمقطع والسبيكة والمعالجة السطحية المناسبة لمشروعكم.